
एडाप्टर आस्तीन H31/500 H31/530 H31/560

एडाप्टर आस्तीन सिद्धांत
एडॉप्टर स्लीव का सिद्धांत एक ऐसी विधि को संदर्भित करता है जिसमें मशीनिंग में वर्कपीस को उचित आकार की स्लीव में डालकर वर्कपीस और स्लीव के बीच एक निश्चित अंतर बनाया जाता है, और स्लीव की बाहरी सतह को संदर्भ के रूप में उपयोग किया जाता है। कार्यवस्तु की आयामी सटीकता सुनिश्चित करें।
एडॉप्टर स्लीव सिद्धांत का मूल विचार स्लीव की बाहरी सतह को एक संदर्भ विमान के रूप में उपयोग करना है ताकि यह सुनिश्चित किया जा सके कि मशीनिंग के दौरान सामग्री विरूपण या मशीनिंग त्रुटियों के कारण कार्य टुकड़ा आयामी विचलन का कारण न बने। मशीनिंग प्रक्रिया में, काम के टुकड़े को आस्तीन में डाला जाता है, और आस्तीन की बाहरी सतह कटर या अन्य प्रसंस्करण उपकरणों के सापेक्ष चलती है, और काम के टुकड़े और आस्तीन के बीच एक निश्चित अंतर बनता है, ताकि प्रसंस्करण में प्रक्रिया, काम के टुकड़े को आस्तीन के आकार के अनुसार स्वचालित रूप से ट्रिम किया जाएगा, ताकि काम के टुकड़े के प्रसंस्करण की आयामी सटीकता सुनिश्चित हो सके।
एडॉप्टर स्लीव के सिद्धांत के माध्यम से, वर्कपीस की आयामी सटीकता की प्रभावी ढंग से गारंटी दी जा सकती है, प्रसंस्करण दक्षता में सुधार किया जा सकता है, और प्रसंस्करण लागत को कम किया जा सकता है। हालाँकि, व्यावहारिक अनुप्रयोगों में, एडॉप्टर स्लीव सिद्धांत की प्रभावशीलता सुनिश्चित करने के लिए आस्तीन के आकार के चयन और प्रसंस्करण प्रक्रिया के दौरान थर्मल विरूपण जैसे कारकों पर विचार करने की आवश्यकता है। साथ ही, विशेष मामलों में, आस्तीन की आंतरिक सतह को एडाप्टर आस्तीन सिद्धांत के अनुप्रयोग को समझने के लिए संदर्भ के रूप में भी उपयोग किया जा सकता है।
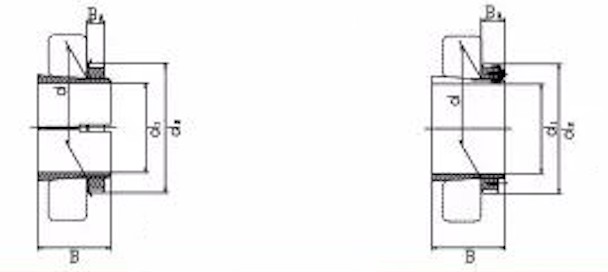
| पदनाम | सीमा आयाम | उपयुक्त बियरिंग | Wt | |||||
| d | d1 | B | d2 | B3 | गोलाकार रोलर बीयरिंग | KG | ||
| एच31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | – | 145 |
| एच31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | – | 161 |
| एच31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | – | 185 |
| एच31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | – | 234 |
| एच31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | – | 254 |
| एच31/670 | 670 | 630 | 456 | 850 | 131 | 231/670K | – | 340 |
| एच31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | – | 392 |
| एच31/750 | 750 | 710 | 493 | 950 | 141 | 231/750K | – | 451 |
| एच31/800 | 800 | 750 | 505 | 1000 | 141 | 231.800K | – | 535 |
| एच31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | – | 616 |
| एच31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | – | 677 |
| एच31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | – | 738 |
| एच31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | – | 842 |
| एच31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060के | – | 984 |




